In Britain aluminium MIG welds frequently fail to meet acceptance specification(s).
Porosity revealed on X-ray is a common rejection.
Testing of welds - the UK special circumstance is:
no (zero) weld testing occurs, in any form, for any purpose, before
the contractually specified final acceptance tests on the
presented-as-finished fabrication.
[yes; this is insane]
Many in manufacturing consider this has been happening since about 1980 (40 years ago) with "the Thatcher revolution". Which brought the culture of "the manager" and "the service economy". Commented without explanation.
Terminology:
Aluminium welding is the subject of this article because there are
"challenges".
This article is only for those actively seeking a way to good
consistent conformant welds through well-judged technique.
The principle "Never try to explain the inexplicable" means I cannot mention current predominant practices with aluminium welding in Britain.
It is believed that Aluminium (Aluminum) can be MIG/GMAW welded
readily, achieving consistency and meeting requirements.
ie there is quality control and it is effective
Seemingly "good" welds have twice resulted during welding assignments by this author:
Restating: the welding condition I identified by experimentation, which I have never encountered anyone else in the UK using before or since, is the North American recommendation.
In all other Ali-MIG assignments the technique was fully constrained to the UK-orthodoxy for aluminium MIG/GMAW welding.
Basically - you maximise your chances if you don't shake the weld-pool around. Neither by "messing with" the arc "Pulsing" nor by waving the welding torch (gun) around "weaving".
Always remember what is advocated here is the time-honoured "North American recommended" Ali-GMAW condition. America has an excellent reputation for good pragmatic welding.
The observations of the recommended welds are promising. Operating the welds, everything looks "just right" as the weld "goes in". The completed weld looks so right.
No photographs, as done in confidential environments.
Much like a steel spray-transfer weld, but is the matt grey of
aluminium in the clean but unpolished state.
The weld goes in with a smooth hiss. Unlike a high-power pulsed weld which makes a harsh buzzing and hearing protection is advised.
The highest goal visualised is for these Ali-MIG welds to be both
refined and consistent enough to be evaluated for
fatiguing
[Wikipedia]
service (the weldment is subject to significant dynamic loading).
So selected and with that customer specification, the welds become
more valuable.
It's "Darwinian selection" - survival of the fittest. I cannot persuade the majority, but I can seek to attract your interest to out-compete rivals.
At some point in the future is "the rest" / "everyone else" will say
"We knew that all along. We were just doing what the customer
wanted."
Come that juncture, you would not lose your competitive advantage.
Because those competing companies, not then seeing this way ahead
given organisations full of "managers", would for the same reason have
no fluency to do the tests and refine welding conditions.
This is reasonable when we remind ourselves that at the moment no
testing is done despite expensive rejections of finished structures.
We would also note that there is talk like, example : "heat input" and
its influence welding strategy - without knowing the heat inputs for
the welds being made.
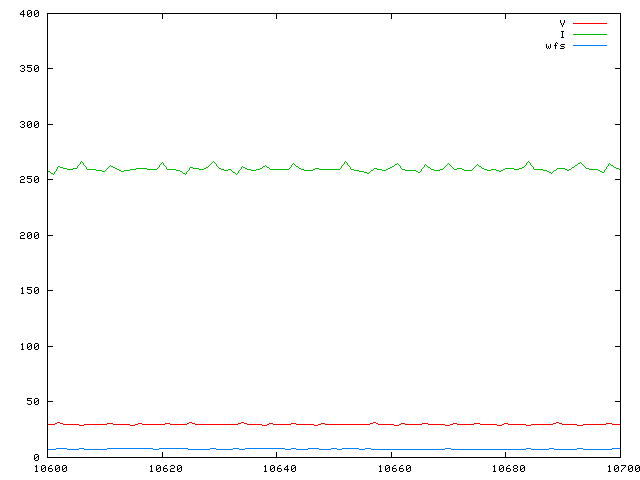
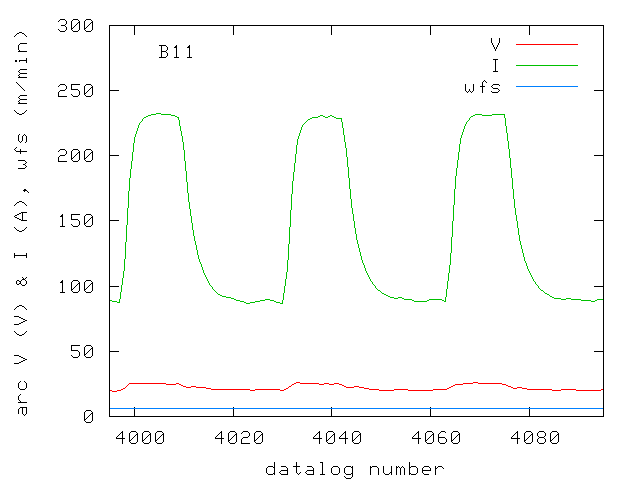
Is "spray transfer". The "my" and the North American recommended condition.
The electric arc conditions looks like this - invariant...
(is steel; however there are good physical reasons to expect the trace for aluminium should be the same)
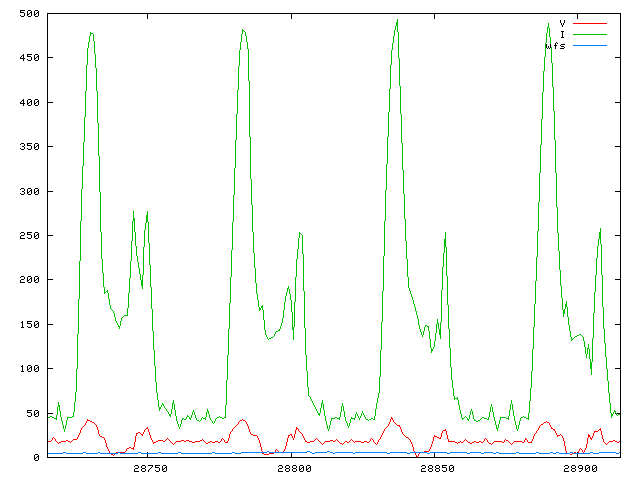
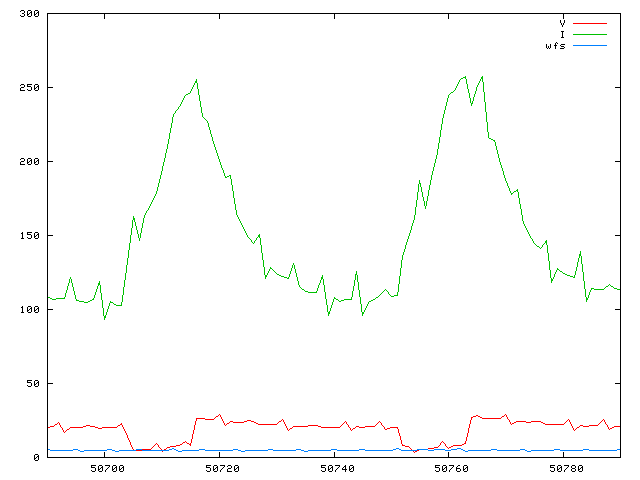
Other conditions - random but somewhat representative (?)
The spray-transfer weld advances up the joint with smooth invariant constant-speed progression.
In contrast, the UK-orthodox high-power Pulse weld uses a stepped or backstepping progression technique.
The "my recommended" welding technique is according to the view that
the smoothest most unperturbed welding condition (spray-transfer) and
progression (smooth-constant) will most enable gases and oxides to
escape by floating out of the weld-pool. Minimising porosity and
non-metallic inclusions.
Other controls are optimised.
The progression of an aluminium weld is fast, when familiar with steel
welding.
With the "my recommended" condition on thicker aluminium plates, the
weld-pool is a "pancake shape" of weld metal on the sloping front of
the advancing weld. ie the weld pool is shallow compared to
its length and breadth.
For such a fast-freezing weld-pool, there is good reason to expect
that the least disturbance of the weld pool, with the most opportunity
to enable its swirl to float-out non-metallics and gases, is the best
strategy.
Stating about heat-input for these "my" / North American recommended welds - heat input is low at around 0.4kJ/mm (12mm thickness) to 0.6kJ/mm (20mm thickness)
A quality controlled approach needs testing before and during the build.
You need to understand the correlation : what you do <=> what you get.
Hence this focus on testing methods which enable the quality
controlled approach.
Spurious argument preparation - quality control tests are much cheaper
than final acceptance tests, because they do not have to be
accredited, have certified calibration, etc.
Quality control tests only have to work and be seen to work in
identifying whether you are on optimal welding conditions.
These tests are on weld samples - "production test welds".
The test-welds closely-enough represent the "customer" "production"
weld which needs to be made.
Because these tests are on production test welds, they can be
destructive. A significant ramification is that radiography can be
used to evaluate the metallurgical cleanness of fillet welds.
(conventionally radiography is thought of as a Non-Destructive Test (NDT))
Where fillet welds are usually the most common welds, and the welding
strategy which works for fillet welds is highly likely to work for
butt (seam) welds.
Without explanation at this stage (please proceed to per-method explanations following if any of these surprise):
These are supported by...
The leader...
"Macro" reveals the internal structure of the weld. While "visual"
sees the external structure of the weld, "macro" reveals the
counterpart internal structure.
"visual" and "macro" are a good pair doing most of the refinement
work for a weld.
The more involved tests - tensile, radiography, etc - will come
after "visual" and "macro" have lead the way to a potentially viable
weld.
Aluminium is corrosion-resistant, which makes "macro'ing" difficult.
A method to
macro-etch cross-sections of aluminium welds
has been recently tried and works well.

For aluminium welds their metallurgy means
"for Aluminium welding, everything and anything you can do wrong
reduces the strength".
[for steel welds problems mainly appear in the toughness - expensive
to measure and no "workshop" approximate test method]
Hence, for aluminium welds, you want to measure strength.
There is an expected strength value, which is the "mill" strength minus a small loss of strength from the heat effect of the weld.
If the test welds qualifying the welding method for aluminium show that expected strength, the metallurgical quality of the weld is assured.
Fillet welds are very easy to tensile test, given this "workshop" tensile-test method for fillet-welds (seen here testing a steel weld).

I have some experience of ali (see "DWSI Al-tube X-ray") and steel pipe , computed radiography - plate X-ray radiographic procedures.
T-fillet weld samples can be cut (saw, milling machine, etc) to
give radiography samples which are planar with weld presented.
The cuts would be on the diagonals - as seen in this illustration
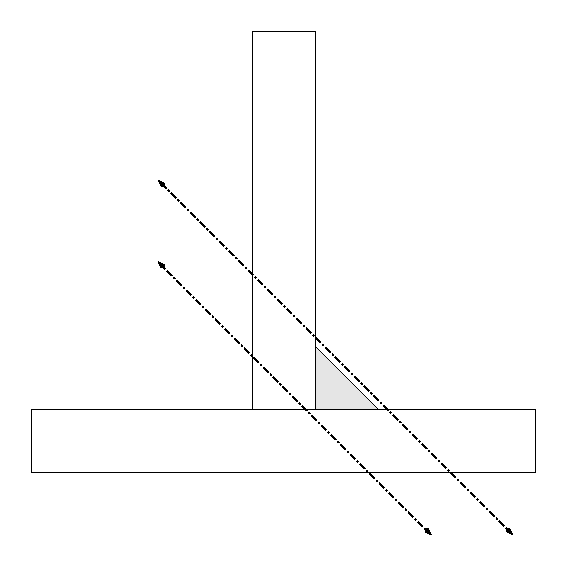
The radiograph would be done as follows
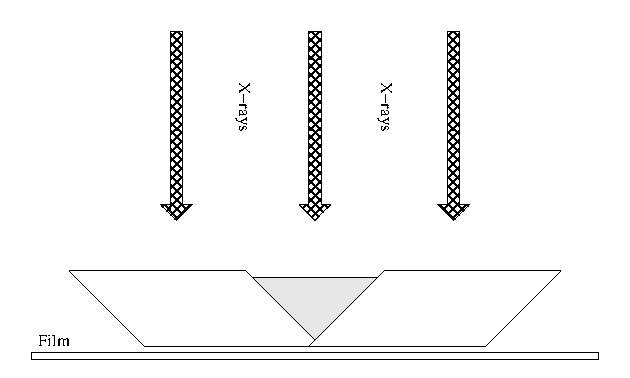
In weld radiography terminology, this is a "Single Wall Single Image" (SWSI) subject which is almost constant thickness (no "subject contrast") and the weld is nearly full thickness (high contrast for flaws/defects). All desirable in giving "sharp" radiographs with high contrast. Hence very high "Image Quality Indicator" (IQI) resolution.
The initial purpose is to prove if the spray-transfer continuous-progression welding strategy does give welds with low levels of non-metallic flaws like porosity and oxide inclusions.
The continuing purpose is quality control during the build. Ensuring the welds are fulfilling the fabricator's own specification. An aim "midpoint" which is more exacting than the Contractual accept/reject criterion.
Spurious argument preparation - aluminium radiography is at significantly lower x-ray voltages and radiation penetrating power than for radiography of steel, so an in-house radiography cabinet with operators needing to hold only Basic Radiation Safety (BRS) qualification (3 providers [external links] * , * , * ) is achievable.
The fillet weld radiograph method sketched
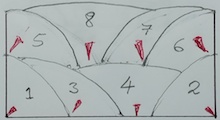
The following multi-run groove weld would appear excellent for
early-stage aluminium weld "cleanness" investigation using
radiography.
It uses the ends/edges of thick aluminium plate offcuts.
One simple cut in a standard saw gets the full-thickness weld-metal
sample and leaves the remaining plate aluminium ready to configure for
the next weld sample.
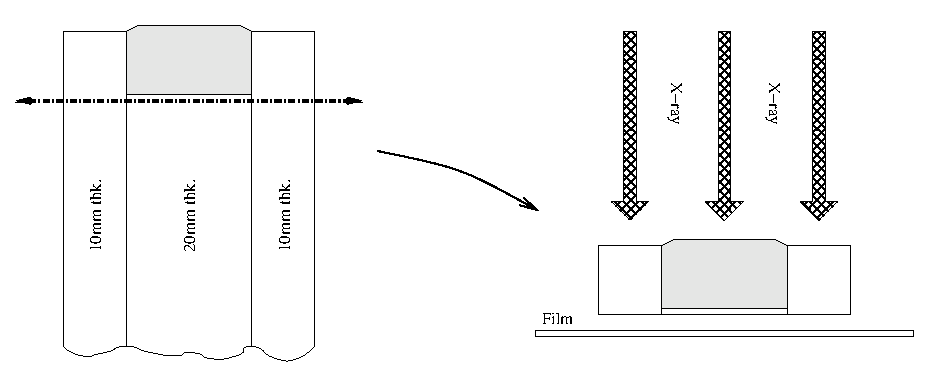
A suggested weld pass sequence is illustrated, with red arrows suggesting aim-point and tilt of arc.
More advantages on an "abstruse detail" page link at end of article.
These quick easy "welding bench" tests would be used prolifically when
testing the "good envelope extent" of a welding strategy
(how far off the "ideal weld" do you have to go before you start
getting flaws/defects, and what warning signs might be observable
during welding?)
Long length of weld has the hidden back of the weld tested and quality revealed. Main ability is to reveal insufficient weld-root fusion. So is a test for whether reliable consistency of fusion is give by the welding strategy.
Much shorter length tested than for nick-break, but will find any type of flaw/defect anywhere in the cross-section.
It needs to be emphasised how "self-policing" the recommended welds
(spray-transfer with constant weld progression) are.
For 5000-series aluminium, the Al-Mg alloys, the operable band between
obtaining fusion (low) and excessive "sooting" (high) is tiny.
This would not be inferred from spurious arguments commonly
encountered.
A 100th-part change on the voltage has obvious effect.
The physical properties of aluminium - heat conductivity, heat
capacity, density, etc - are "given by God" and compel narrow
good welding conditions in ways which are not mutable.
I am strongly hinting arguments about "needed to obtain a lower
heat-input" are spurious.
Your real challenge is actually to have a MIG/GMAW welding machine which is consistent and stable enough. There is a higher chance of finding this good stable characteristic with a simpler machine with focus on core quality.
With the central concept being quality control, the finishing comment
is given to
W. Edwards Deming
[Wikipedia]
with
When people and organizations focus primarily on quality, quality
tends to increase and costs fall over time.
However, when people and organizations focus primarily on costs, costs
tend to rise and quality declines over time.
Which should strongly apply in this case as "right first time" would
evade the enormous costs of other currently prevalent outcomes.
More benefits of the proposed plate-edge groove weld-sample test and the test-programme flow it fits into.
If interested, use my Contact Form to send me your contact details.
(R. Smith, 28Nov2022 to 03Dec2022, 04Dec2022 (rad.imgs, edits),
05Dec2022 (rad.alt., typos), 06Dec2022 (add pg test flow), 07Dec2022
(detail link to end), 03Jul2023 (contact link), 10Jul2023 (ed. contact link))
{kind=link}
{kind=link}
{kind=link}