Ali MIG/GMAW early-stage radiography and test flow
Introduction
This supporting webpage presents the detail of significant further
apparent advantages of this the proposed groove sample weld
Fundamental advantage...
With a number of weld runs, likely between 8 and 12 to fill this
groove, for this investigative purpose the "best" and "worst"
features/regions can be disregarded and the median performance can be
rated.
When soliciting samples investigating every claimed "better than
anyone else's" weld technique, the welder-the-person is not put
under pressure when making their sample - they can "go with the flow"
in more ways than one.
Pictorial overview
Possible flow of the test programme:

Described
-
minimal plate metal usage per sample - almost none of the thicker
plate and a few millimetres of the thinner "bounding" plates, per
sample
-
big heat sink in thick plate, to keep weld temperature low
-
the sample comprises several weld runs, with the length of weld
examined being the sample length * the number of weld runs
-
the weld sample should present a readily made weld
-
the weld sample is separated from the heat sink metal substrate plate
by a single "square" cut of the sample held in the saw's vice - no
jigs or fitments needed (which should make it possible for any team to
make samples and send them through the post to be examined).
-
fusion between parent plate and weld, and inter-run fusion within the
weld, could be inspected using a side-bend test on a slice of this
sample cross-section
-
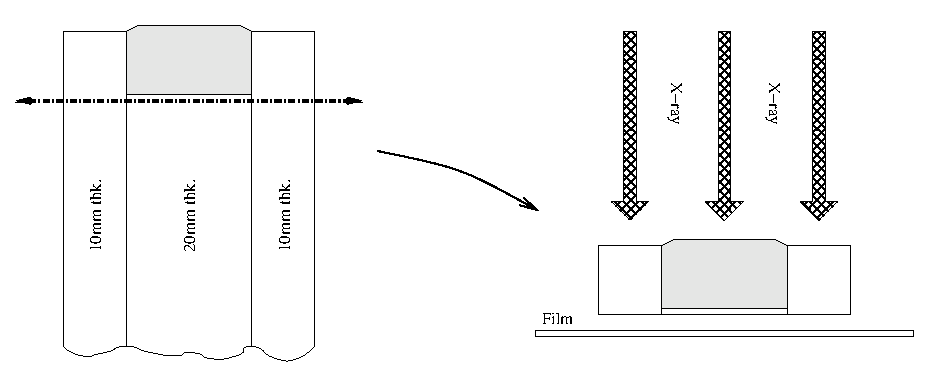
weld-metal is full-thickness and rectangular cross-section for
high-resolution (sharp, contrasty) radiographs
-
identity of sample stamped with punches on plate aluminium beside weld
would show on radiograph, linking the radiograph to the sample(s)
-
with little extent beyond the weld and a rectangular shape, and sample
identities appearing on the radiograph, several samples could be put
on one radiographic film, possibly making a saving in time and effort
-
as indicated in pictorial presentation, whether "clean" welds coincide
with sound welds can be investigated by comparing side-bend and
radiograph
Describing the test-flow in the pictorial representation
The pictorial representation of the test-flow broadly goes:
-
visual and macro lead to an apparently good refined weld for the
purpose
-
the multi-run groove weld-metal sample enables high-resolution
examination of the correlation between the weld as made and the
metallurgical cleanness resulting, while the link to the side-bend
test of that sample ensures that the cleanness outcome is known
alongside the soundness outcome
-
returning to welds for the intended purpose cleanness of these welds
can be examined by radiography; given broader knowledge obtained from
the quick economical groove weld-metal tests inform progress
-
tensile tests examine the metallurgy of the welds ensuring
good strength properties are attained for otherwise promising weld
conditions
-
Weld specifications should now be identified giving good conformant
welds, in that they are the correct size and shape, are
metallurgically "clean" (low levels of porosity, oxide
inclusions, etc) and have strength very close to the "mill"
properties
In this plan it is implicitly taken that knowledge of what makes for a
good conformant weld is sparse, certainly in this economic area.
Whether or not that is true is almost irrelevant, as building
experience of the working envelope and welding characteristics linked
to the outcome is very advantageous anyway.
(R. Smith, 06Dec2022, 06Dec2022 (test show pic))