To disambiguate which welding process is being applied:
synonyms for this welding process are: MIG; MAG; GMAW; "wire-feed";
ISO4063 process-reference-number 135
(active gas is used; so "MAG" (Metal Active Gas) is correct, whereas
the more commonly used term "MIG" (Metal Inert Gas) is somewhat
incorrect (and would be ISO4063 process-reference-number 131))
 |
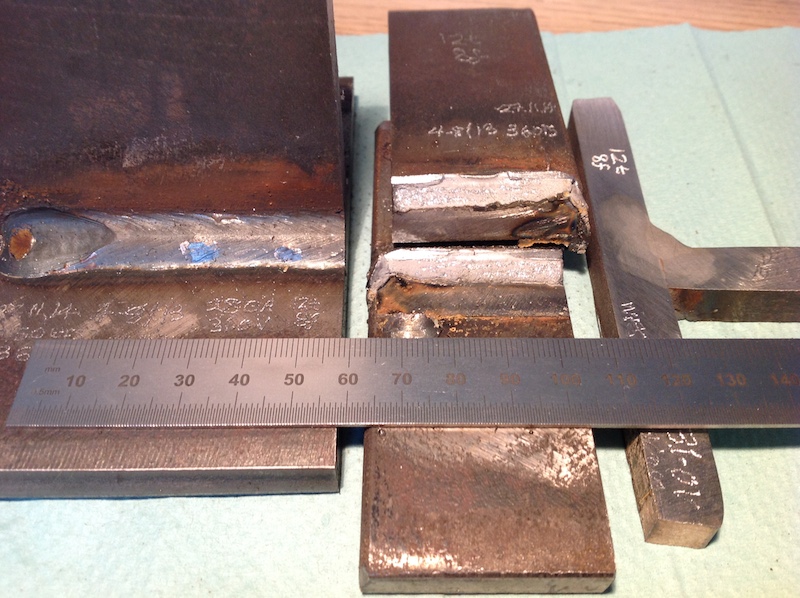
This page is about real welding
- a weld developed by the author. Read on...! |
(above picture has nick-break and macro-etch weld-tests shown - immediately see more weld photos: "8t8f1r"; "10t6f1r")
Richard Smith is experienced in engineering, welding and metals.
The central, guiding, principle is: every weld in a product is proven and evidence is available to verify that.
As a welder, the freedoms and the responsibilities go together like this:
| you apply general welder skills to identify how to make each type of weld | <--> | every type of weld is proven in tests before use on product and evidence is recorded |
Even if no "specification" is written for a weld, a welder should always have a "specification" clearly in their mind defining how a satisfactory weld meeting engineering requirements is made.
It's about the correlation between the appearance of a weld and how good the weld is.
If a TIG or SMA weld has a good appearance as evaluated by shape, weld bead surface texture, etc, it is, in general, well-executed and dependable.
The same is not true for MIG welds.
Conditions which give the most reliable welds cause appearance
features held to be less desirable.
The corollary is a systematic pressure on welders to weld with
conditions favouring serious defects which cannot be seen, in applying
welding conditions optimising appearance features evaluated on
inspection.
A welder can be readily dismissed for welds with high quality but
insignificant sub-idealised visible appearance. Whereas serious
defects not detected before in-service failures happen are too late to
affect the employment success of a welder producing "pretty" welds
accepted on visual inspection.
Hence a systematic tendency to prevalence of MIG weld lack-of-fusion
defects.
There is a further technical dimension to the issue
A reality with MIG welds is that excessively pretty stylised MIG welds can be a well-founded alert forewarning of the ultimately serious weld quality issue of lack-of-fusion (there is weld-metal but there is no weld!).
Actively choose your welding conditions - specify them, if only in your mind, to produce welds which fulfil requirements. Do not passively drift buffeted by Standards, historical traditions and other "environmental" influences.
With your weld, "know where you are going". Have a strategy. Hold in your mind a "map" of the "terrain" you are in - what the welding outcomes are across the current / wire-feed-speed and voltage map, where the third "vertical" axis is the quality of the weld resulting.
Get good training in developing your vocation as a welder.
Measurement and testing will very much optimise the application of experience and judgement.
Measurement:
Weld destructive testing:
Your production welds are consistent. So what you find from
cutting-open and/or breaking a representative sample applies to the
product!
Standards describe and therefore validate "workshop" weld tests which
are commonly known and very cheap and rapid to perform, using only
familiar workshop tools.
These tests are very informative. Do not overlook them.
You can know how you are doing before you spend any money on
accredited testing services. The client may appraise your
systematic approach with recorded evidence and be satisfied.
Non-destructive weld testing:
By the way; it is possible to "calibrate" a copper-and-iron welding
machine with voltage-taps and wire-feed-speed, both with totally
arbitrary markings. Only some welding conditions are good - you have
to be able to identify those anyway by qualitative judgement. There
is a "contour" of good conditions with increasing corresponding
Amps-with-Volts for increasing thickness of metal. You can establish
the Amps-and-Volts for those fundamental good conditions at increments
of weldment thickness, and that calibrates your welding machine.
The author has a calibrated clamp-meter by which he can do this
welding-machine calibration.
My practical credentials in pictures - work-a-day fillet welds I developed for a customer, applying the methods and approaches described here:
(R. Smith, 26Nov2014, 15May2017, 17May2017, 26May2017)
{kind=link}