This site and Weldmith is about real welding - a weld developed by Weldsmith. Read on...!
(immediately see more weld photos)
Weldsmith is a consultancy based in Surrey and Sheffield which is knowledgeable and experienced in engineering, welding and metallurgy.
Hello. You have reached Weldsmith Ltd's webpage on CE-marking of steels.
Since 01 July 2014 it has been a legal requirement for steel fabricators to CE-mark their steels.
The CE-mark is a declaration that the process of manufacturing the structural steel(s) is done in a conformant way - one which
Presented here is Weldsmith's consultancy service which can get you
accredited to CE-mark your welded fabrications in structural steel.
Experience shows that this consultancy has at least these two parts:
Why Execution Class 2? ("EXC2"). Richard Smith, proprietor of Weldsmith Ltd and knowledgeable Metallurgist and Engineer, has worked for steel fabrication companies and knows how to efficiently get you accredited to CE-mark your steels. Avoiding unnecessary costs!!!
Most small steel fabrication companies work exclusively in EXC2.
Weldsmith has developed a Factory Production Control system designed
specifically for typical small "FabCo's" working exclusively in EXC2.
This system
Another good reason for me to aim for "EXC2" is that, with my background, I can talk common sense with you and readily recruit you to my consultancy. By sketching-out how my system works and saves you a lot of money (see details later in section on why you should engage the Weldsmith consultancy).
Weldsmith will hand-hold you all the way.
There is one direct path we will guide you along from start to
completion.
All initial effort will be to get your welding and workshop processes
"sorted" to guarantee consistent quality by a goodly margin so the
Weldsmith FPC "drops onto" your day-to-day activities.
So there will be:
no "gap analysis" (with it left unspoken that in some mysterious way
you are supposed to do something about "the gap")
no "ISO9001 detours" (ISO9001 compliance makes the EN1090-compliance /
CE-mark task easier for Weldsmith, but for many "players" abilities
begin and end with ISO9001)
The central, guiding, principle is: every weld in a product is proven and evidence is available to verify that.
Technically, that's beneficial. But why should you opt for my system
if you must prove every individual type of weld you use? That's work
you have to do, isn't it? Yes, but read on...
The reason you benefit is that in my system as much as possible is
left to the discretion of the Tradespersons you employ, who know
better than anyone else how to weld. No micromanaging you welders and
other tradespersons for ever more under this "welder's /
welding-engineer's" way of approaching EN1090 and CE-mark. The
freedoms and the responsiblities go together like this:
| Tradespersons use their own skills and judgement on how to do welds | <--> | every unique type of weld is proven in tests before use on product and evidence is recorded |
The central detail is: there are a set of "standard welds" covering 99.9something% of the welds made by a steel fabrication company. Note the weld tests proving these welds will only need to be done when installing my FPC system.
There is a method to prove any other weld - a "special weld" under my system. These rare special cases will be the only time you have to "prove" another weld. On the other hand - if a job has say a 60degree-intersection node in box-section which you do not normally do, you should be proving it anyway, right? Under my system, that's a promise, all laid-out with how it will be done.
In "EXC2" structural steelwork, fillet welds are the "workhorse" and these will be most of your "standard welds". No rubbish here about only butt welds being worthy of consideration. Good fillet welds are really good but getting them all right all the time needs their own skills - which you prove you have to potential customers under my system. Settings on your welding machines are linked to fillet welds which have good fusion and penetration, are very accurately the correct size and are productive.
By the way; in tying settings on your welding machines to each of the "standard welds", that is the "calibration" - there is no need to "change your welding machines" (ouch! expensive!) or "fit voltmeters and ammeters" (anyone familiar with manual MIG weld know's that's as much use as an ashtray on a motorcycle - furthermore ISO17662 section 5.3 agrees (calibration of welding equipment - a Standard you must be in conformance with to conform to EN1090), explicitly noting that it is impossible for a welder to observe what the meters are displaying).
My system makes sense and proves to work well - here's how Weldsmith is able to produce this system...
Weldsmith Ltd's proprietor & Director, Richard Smith, presents his CVs as an engineer and for his welder-fabricator and steel-erector skills:
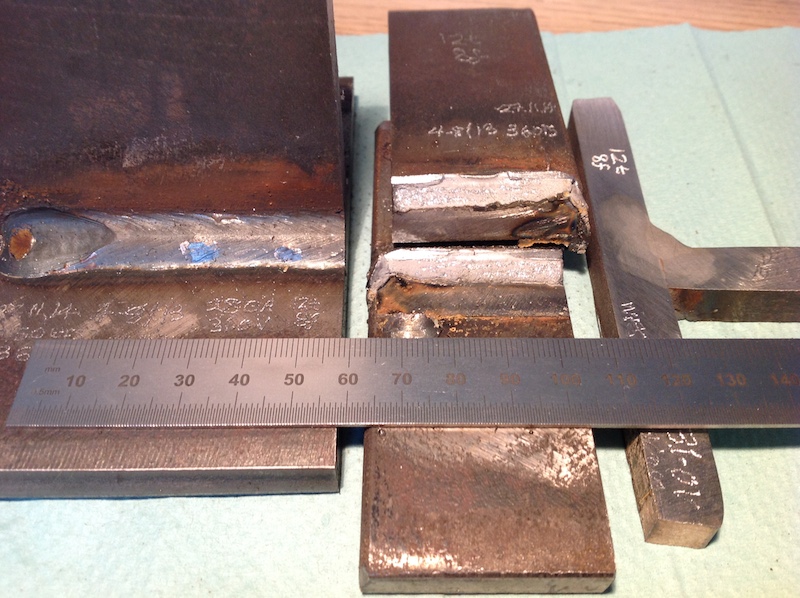
My practical credentials in pictures - a work-a-day fillet weld and its welding condition I developed for a client
Through all of 2007 and 2008, Richard Smith, WSL's proprietor, worked as a welder-fabricator (in workshops) and a steel-erector (on site).
Other shop-floor experience includes steelworks and foundries.
So you will be represented by someone who has both high standing as an engineer and has stood in steel-toecap-boots, hard-hat and hi-vis, carrying a toolbox.
I can guide you through the CE-mark accreditation process effectively.
My work in the oil-and-gas industry applied many large Standards. The enormous size of the "EN1090" Standard and the main supporting Standards it calls, ISO3834 (Total Weld Quality Management System) and ISO14731 (Responsible Welding Coordinator), are well within my range of experience.
Here is the main point, made loud and clear:
Companies have been lead to do expensive things which are 100%
completely useless, when the approach to EN1090 requirements is to
piecemeal sequentially address each requirement with an independent
action.
My system avoids these large expenses while delivering guaranteed
quality which is a "selling point" to your clients.
The difference is my overview of how welding and metallurgy works and
fits-together. My system is a set of fit-together makes-sense actions
which fulfils every requirement of EN1090. Some parts of my system
fulfil more than one requirement at a time - eg
calibration and providing a proven prototype.
The answer is yes, by the way - I do provide an index / list of how
each specific clause in EN1090 is met.
Very experience welding engineers have examined my system and strongly
assert that it makes shining sense...
In adopting my system to meet EN1090, you will make binding promises
which anyone knowing welding and construction knows means your company
is going to be a source of satisfaction, not problems and pain.
Obviously, my recommendation is that you do get in contact with me and engage my services (!).
When you have done that I will give you a list of things you need to prepare, all to be ready for my arrival date.
You may have to order in some steel - typically sheets / plates which can be sheared in a guillotine at lower thicknesses and flats which can be sheared in the ironworker at greater thicknesses. You will have to order-in if you do not have all your typical thicknesses in-stock when I do my Consultancy.
One of the tasks will certainly involve you assigning someone to spend time chopping up steel into coupons and grinding off mill-scale back to silver metal - as per standard joint preparation. Some will be the sizes and quantities you may know as stipulated for "Procedures" and "Codings". Note however there will be many times more of other coupon sizes, generally more economical of material, which are required by my Factory Production Control procedure when proving your workshop activities.
When I am there at your premises and workshop, your lead welder(s) must be available to do weld tests testing your welding equipment.
Experience suggests that after initial tests, you may have to
quickly order and obtain new supplies and accessories, as required to
make your workshop processes suitable for the Factory Production
Control procedures and the Total Weld Quality Management System.
So you need to be ready with your suppliers for some "express
delivery" orders.
Experience also suggests your suppliers are likely to be helpful -
after all, they want your continued custom from you doing well...
Normally you would have your lead welder(s) doing the "Procedures" (Weld Procedure Qualification Tests).
All workshop staff will need to be made available to do various tests proving their skill in various activities including welder "Codings", oxy-fuel cutting ("burning"), etc.
Regarding your premises and workshop buildings, EN1090 has requirements about their suitability. The External Auditor is likely to take note of these requirements. With more restrictive requirements aimed at safety which have prevented previous ways of doing maintenance, you may have to look to using scaffolding or a "cherry-picker" to do maintenance on the building and its services.
This list so far is far from complete but is intended to be indicative of the activities which will need to happen if you go for my Consultancy with my system for meeting the EN1090 / CE-mark requirements.
(R.D. Smith - June 2014, 26Nov2014, 08Dec2014, 16Dec2014, 17Dec2014)