Passed my vertical-up "stick" / SMA T-fillet weld!
Using "6013" welding rods (specified requirement) on AC (my choice), on 6mm plate (specified).
I was suffering from "over-concentrating" using the previous DCEN condition (direct-current, electrode-negative). Needed a change - and not bad for expanding the domain of conditions in which I knew how to produce a good weld.
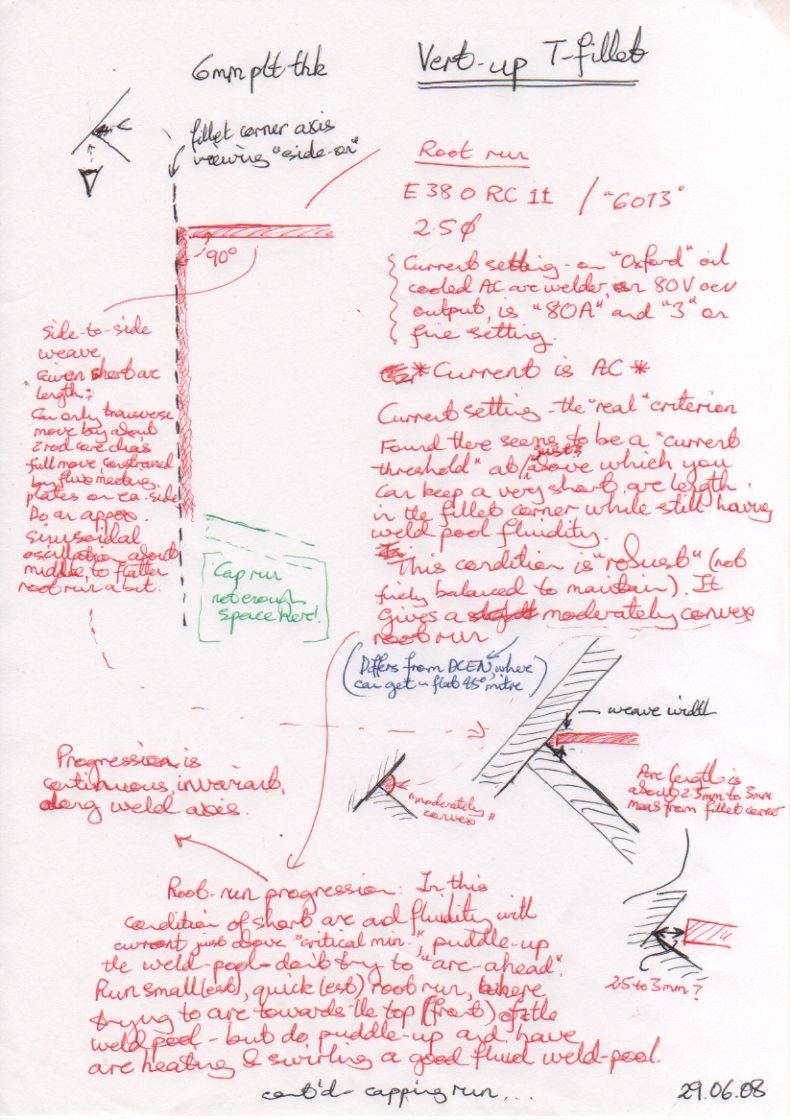
And here are my conditions - (heavily!) annotated pictorial representation.
I reckon these conditions are "robust". That is, you don't easily loose your intended weld just because of some miniscular change in external conditions (line voltage, temperature, ...) or how you feel on the day when trying to perform identically what you did before.
The welding machine was an "Oxford" oil-cooled AC copper-and-iron transformer machine. These are familiar as green-painted cuboid shapes with little metal wheels, with the current settings as handles you lift and rotate between discrete taps.
I'm now familiar enough with welding conditions with 6013 rods to be able to hear the slight AC crackle you get, compared to the absolutely smooth burn on DCEN (anyone can hear the crackle if you run a 6011 cellulosic on AC compared to DC!).
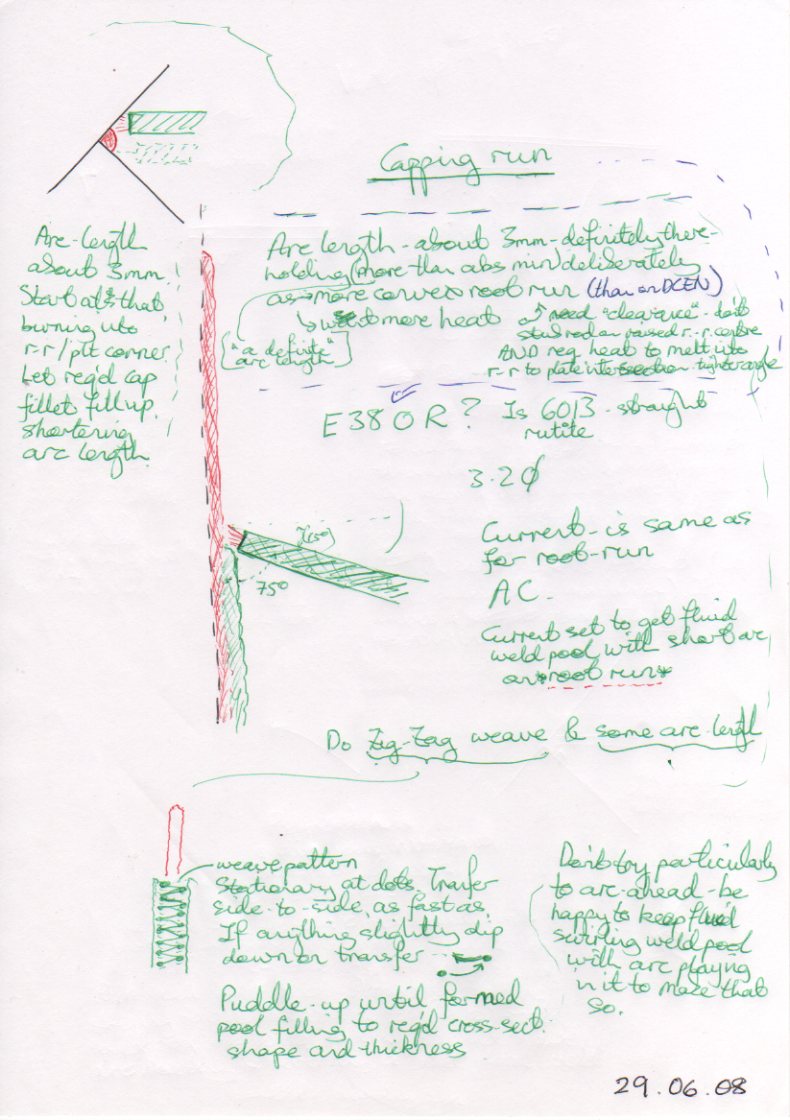
Compared to DCEN, the welds you get are slightly more rough-and-ready. The root run is a bit convex, with the knock-on consequence that the capping run needs a definite held arc length, plus the slag on both the root run and capping run is not greatly self-peeling.
However, the condition is nice and has a lot to recommend it - especially on large construction contracts on site where an oil-cooled AC welding machine is left permanently, giving reliable steady welding conditions (even if rated as slightly less perfect than a good (there's the problem) DC welding condition).
For me, the breakthrough when adapting to AC (coming from weeks and weeks on DCEN) was finding for the root run this "threshold condition" you need to have the current just above (?). This is where you can keep a very short arc length (focused into the fillet corner) but the weld pool remains very fluid. I believe that is at the top end of 2.5mm dia rod current rating, judging from the heat discolouration setting in towards the end of the rod as the rod burns to a stub.
Confirming what I found on DCEN - certainly with these 6013 rods it doesn't seem helpful to use more current than you have to. Weld penetration is best at just above the threshold minimum where you have sufficient heat for weld pool fluidity. I saw some very lurid experiments with much higher currents and when I did sectioning tests, fusion / penetration was best on the "politely well-controlled" "just above the minimum" current condition.
Additional "by-the-way" note - as for DC, the capping run is much easier when done with 2.5mm dia rods (as used for the root run). However, the natural fillet size is smaller, suiting a double-sided T-fillet on 6mm plate.
Link: index page to other pages on my SMA weld
training.
Including similar weld
done using DCEN (bottom-to-top is left-to-right in photos).
Pages are mostly more-or-less a personal diary - don't expect too much
from them!
R Smith, 29 June 2008