Waveform analysis for MIG / GMAW "dip-transfer" mode
These welds were performed on 5mm steel plate with 1.2mm diameter steel MIG wire and Ar/20%CO2 shielding gas.
Sample rate 10kHz
(10thousand measurements of V, I and wire-feed-speed
recorded every second).
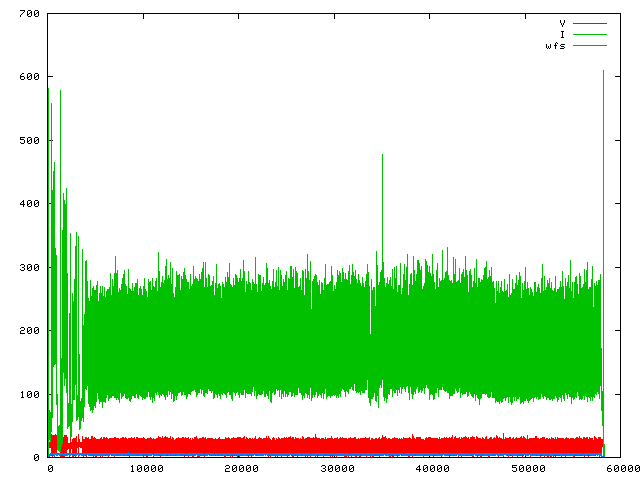
Dip transfer - a common representative condition
180A 18.7V
A current of 180A is at the top of the range in which dip-transfer is
used, according to contemporary practice (writing in 2017).
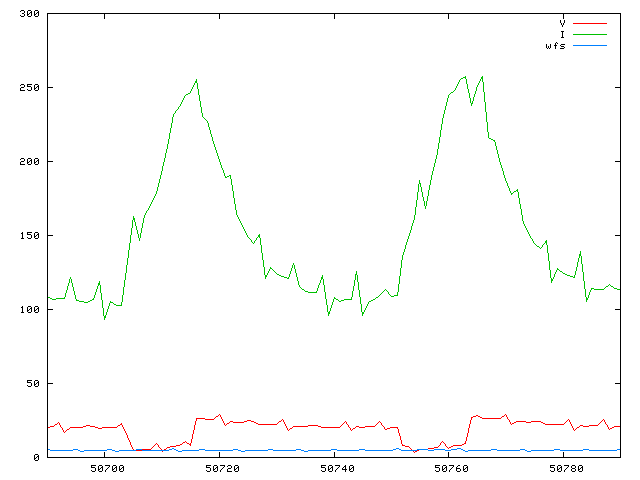
Overall view
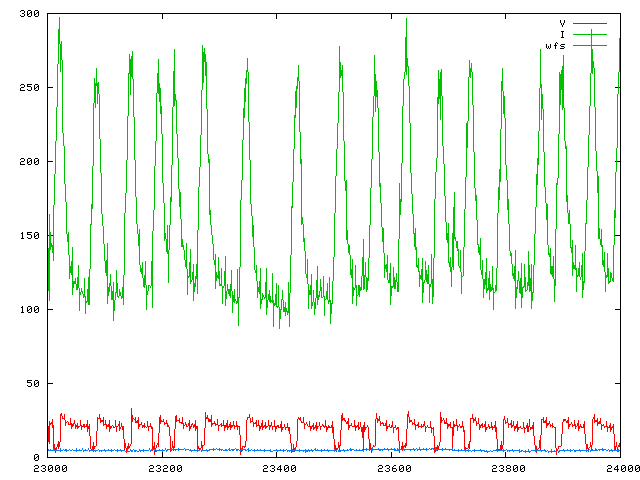
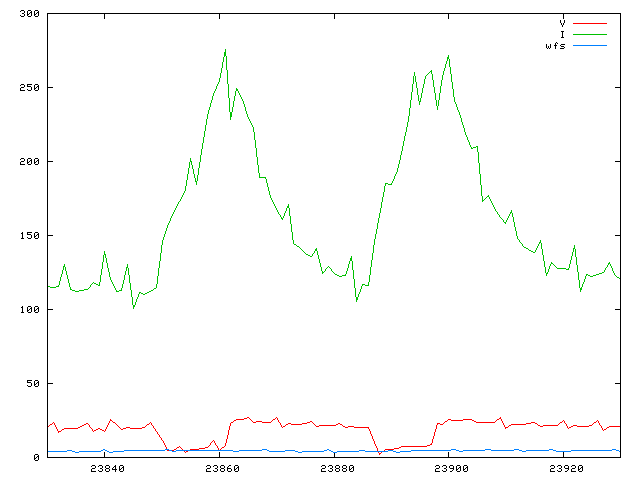
First sample - 0.1s and 0.01s
Second sample - 0.1s and 0.01s
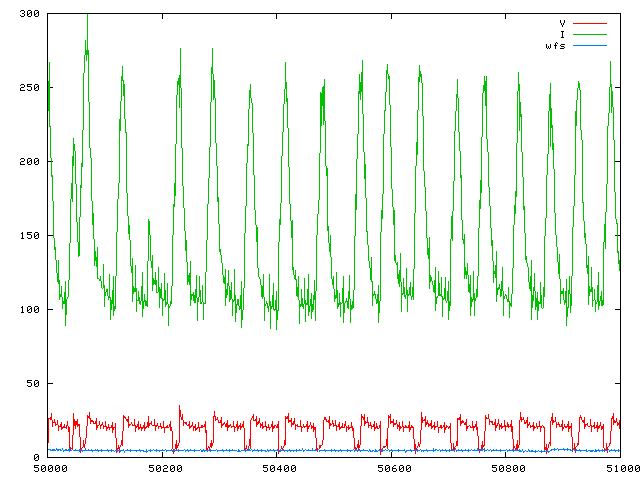
Fairly much as expected. Assuming zero-volt regions are duration of
"dipping"/short-circuiting:
- the "dipping and arc'ing" is indeed cyclical at a rate of about
180 per second
- "short-circuiting" ("dipping") visible - volts go to near-zero for
~1/1000th of second (around +4.5V - the Ohmic V-drop?)
- current rise - with steady upward slope during the "dip" (the
short-circuit) due to inductance (or simulation of by inverter power
source)
- current fall - with steady down-slope when "dip" breaks also due
to inductance (or simulation of)
- voltage sustains at an arc voltage as current stabilises to around
120A for arcing phase
The dipping action seems very regular and well-behaved.
Other datalogging performed indicates this example shown is
representative.
R D Smith, May&June 2011, 12Jun2017