Stainless steel pour (in air) using tundish
This shows how a classic steelworker's technique was used to get a
good pour of stainless steel, producing good stainless steel.
Stainless steel is difficult to pour outside of a vacuum, as its
reactive passivating alloying elements react strongly with the air in
the molten state. However, the question was - could you get a
satisfactory pour of stainless when "in air"?
The solution shown here couples a few simple metallurgical
considerations and a bit of high-school mathematics (the "Bernoulli
equation" - see
calculation) with some practical metal working and rammable
ceramic ("fire-clay") working skills.
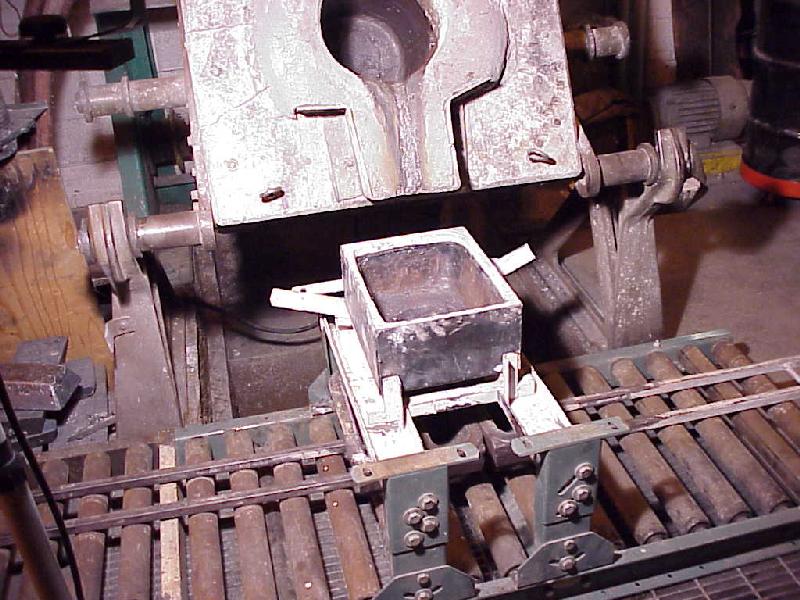
Here is how it was done - sorry no pictures available of the actual
pouring of the metal. This is just the equipment "cold". Procedure
follows pictures.





Procedure:
- melt stainless steel in induction furnace
- preheat tundish ceramic to red hot with oxy-propane blowtorch
- align first ingot mold on conveyor under tundish nozzle
- place filter in register and knock into place with length of
timber
- pour stainless, keeping tundish filled to within couple of inches
of top
- move ingot molds one-along each time one under tundish nozzle is filled
- keep conveyor supplied with molds until furnace is emptied
design of tundish
- ceramic to be durable when full of molten stainless steel
- tundish nozzle diameter chosen to give desired pour-rate ("Bernoulli" energy conservation equation proves accurate here)
- supports a ceramic filter for extra "cleaning" of the stainless steel melt flow
- support frame (seen in white "wash" protection) allows hot swapping - but never needed
explanation why procedure achieves aim - what the tundish does
for you
- smooth pour - buffers-away any effect rough control of furnace tipping on ingot fill
- oxide and entrained garbage can float-out in smoothly circulating tundish pool - metallurgically very important...
- smooth cylindrical stream from tundish nozzle to ingot gives minimum surface to re-oxidize
- moving on one ingot-mold with uninterrupted stream gives no
stop--start problem and smooth flow evenly diverts into one ingot mold or the
other during movement
- no spatter of pour creating "scabby" defects, minimal spatter on moving ingot molds
- steady smooth melt level rise in ingot molds avoids lap-type defects
So that's how you do it!
Bye for now...!