Presented as a graphic:
[better image vector graphic of same - link to PDF version ]
As both
As both a Doctoral-level scientist and a commercial welder, it makes sense that I would work the variables and in so doing identify the way to the expected welded structural steel performance.
The good starting point is the good welds.
However, you would inevitably want to form a "picture" of what the
previous situation was and how it got there.
So - here you are...
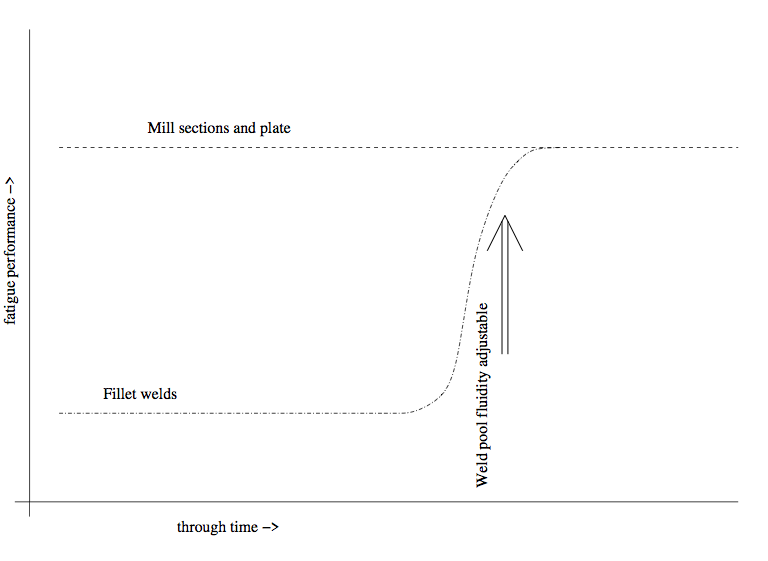
When fatigue performance rules for welded structure were being derived - in the 1960's and 1970's ? - all commercial welding processes did give very low fatigue performance welds.
For welding processes
There was nothing then in view which alerted that the rules derived are of limited scope.
This is about the welder being able to control weld-pool fluidity.
With the modern wire-feed welding processes
These welds have been "hiding in plain sight" for a long time - over
two decades.
The slightly absurd thing is that they are the "crude" welds made in
"low-grade" structural steel fabrications shops on industrial estates
anywhere.
Necessary to see the logical steps are:
At the workshop ("the Yard"), in the main, you are welding-on various flanges for the bolted connections. With the main structural part being the "as-is" steel section supplied via the steel stockholder from the steel mill.
With no inspectors prowling in this "beneath serious consideration"
work, you turn up the fluidity of your welds, to give visibly "wet"
welds. Which any steel erector seeing it will know they can trust
their life on.
I also have been the steel erector, sometimes of my own steels...
So here is what you might see at site, where the steel erectors are
working...
The flat-bed truck from "the Yard" lurches across the temporary tracks
of the construction site to the current steel erecting location.
The steel erectors immediately walk up, untoggle and drop the side
panels - and look at the welds of the steels.
If the welds are "wet" - they are welded with a lot of weld pool
fluidity - they know they can trust their lives on those welds.
A "wet" weld cannot be ("be" - not "have"!) the worst defect - a "not
weld". You see weld metal - but there is no weld. The welding
process has cast metal in place, but it hasn't fused to both steels it
is supposed to be joining - so there is no weld there.
Given, in steel erecting, you could be stood on a steel currently only
held on one flange, it's life-critical that welds are real.
So, as a welder in the workshop, for your mates on site and for
yourself if you go to site steel erecting - you adjust ("tune") your
MIG welding machine to give an abundance of weld pool fluidity.
With solid-wire MIG (Process #135) you need an "argomix" gas - say
Ar/15%CO2. When using a good FCAW, any gas across the spectrum from
Ar to CO2 works.
Any good MIG welding machine does well. There is no disadvantage to
using a good copper-and-iron machine, with only wire-feed-speed adjust
with a potentiometer and voltage-taps off the transformer.
I saw this 10 years ago, but it was a "made my own good luck" chance finding in a place which has no interest in general steel structure performance, regardless of the blatant commercial ramifications.
Welding conditions and being a welder is about having a
multi-dimensional map in your mind of the "contours", "ridges" and
"valleys" of operability of welding processes. Getting them on a
machine which gives no hint of how to obtain them.
Somewhat akin to the organist's console of an organ gives no inherent
indication how to play Bach's "Toccata and Fugue in D minor".
Particularly for Constant-Voltage wire-feed welding, which offers the
well-performing welds regarding fatigue / cyclic loading.
It is true now that computer-controlled "fly-by-wire" power-electronic welding machines do present an interface where you can select your Amps and Volts. Which is what you really want. But you would still "come unstuck" if you couldn't analyse the weld as it is depositing and the finished weld. So these machines are a productivity aid to welders - but doesn't give anyone else a transformational new opportunity.
So - the point I have now got to is - there was never previously a
coming-together of a welder and a welding engineer or structural
engineer producing the necessary overlap of knowledge and abilities.
There were a lot of welders knowing how to produce the right welds,
and a lot of engineers knowing what would give welds with good fatigue
performance - but the "cross-connection" didn't happen.
So "the first orthodoxy" continued onwards in time, expressed in Standards for fatiguing service and design codes, after its founding tenets were no longer universally true.
Until I came along...
It makes sense
(R. Smith, 27May2021, 15Jun2021 (edit))