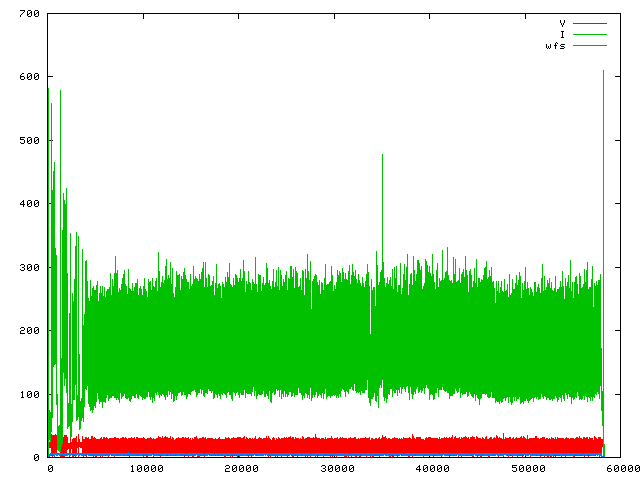
 1105191430P11dip180A18p7V
1105191430P11dip180A18p7VProvisional average current and average voltage given
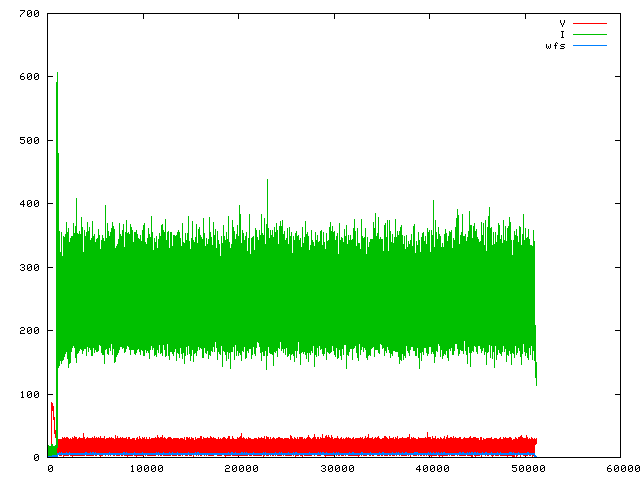
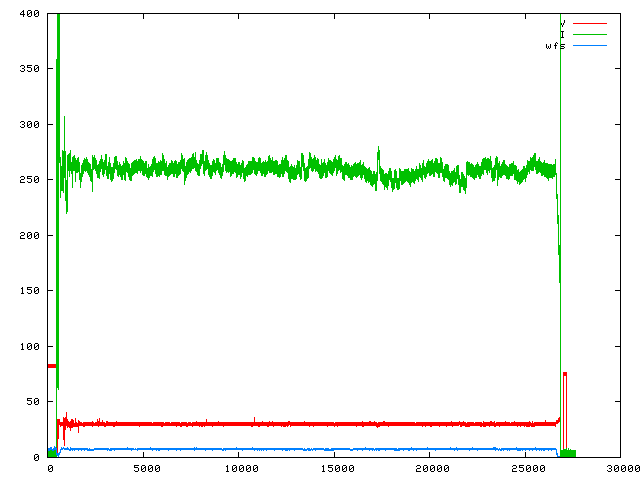
These welds were performed on 5mm steel plate with 1.2mm diameter steel MIG wire and Ar/20%CO2 shielding gas.
Sample rate 10kHz
(10thousand measurements of V, I and wire-feed-speed
recorded every second).
180A 18.7V
Overall view
1105191430P11dip180A18p7V
First sample - 0.1s and 0.01s
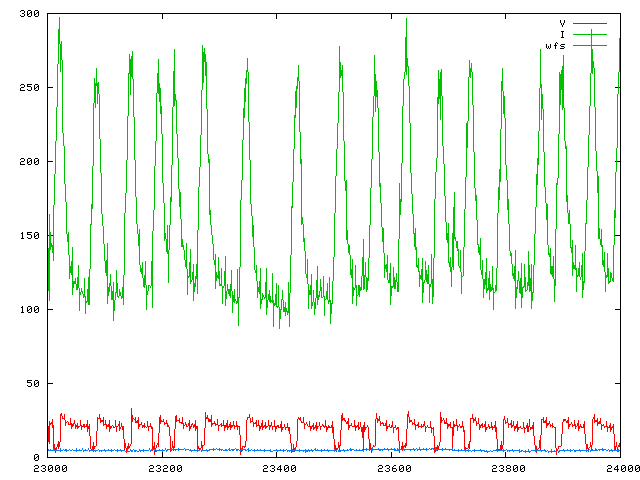 1105191430P11dip180A18p7V_23000_24000
1105191430P11dip180A18p7V_23000_24000
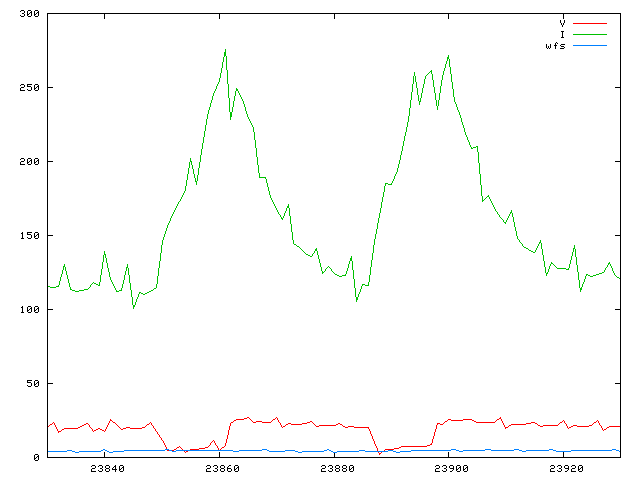 1105191430P11dip180A18p7V_23830_23930
1105191430P11dip180A18p7V_23830_23930
Second sample - 0.1s and 0.01s
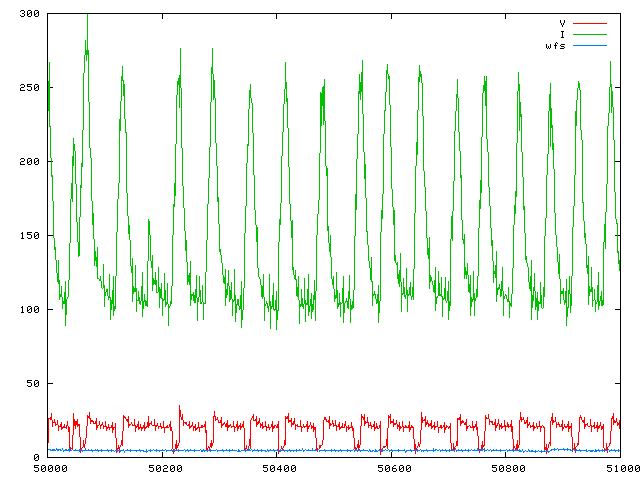 1105191430P11dip180A18p7V_50000_51000
1105191430P11dip180A18p7V_50000_51000
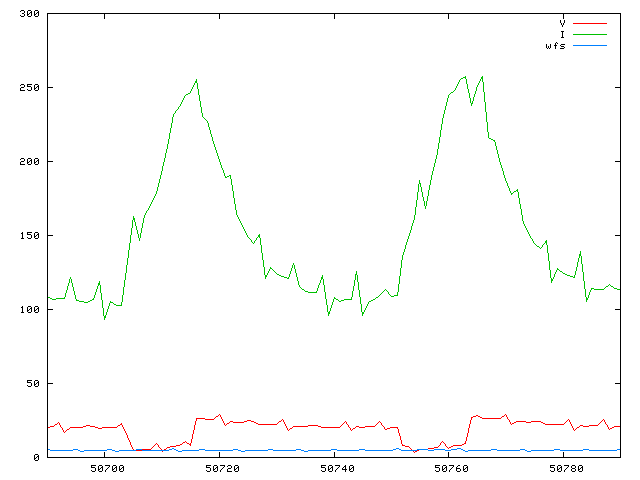 1105191430P11dip180A18p7V_50690_50790
1105191430P11dip180A18p7V_50690_50790
Fairly much as expected. Assuming zero-volt regions are duration of "dipping"/short-circuiting:
220A 20V
 1105201435P06diphi220A20V
1105201435P06diphi220A20V
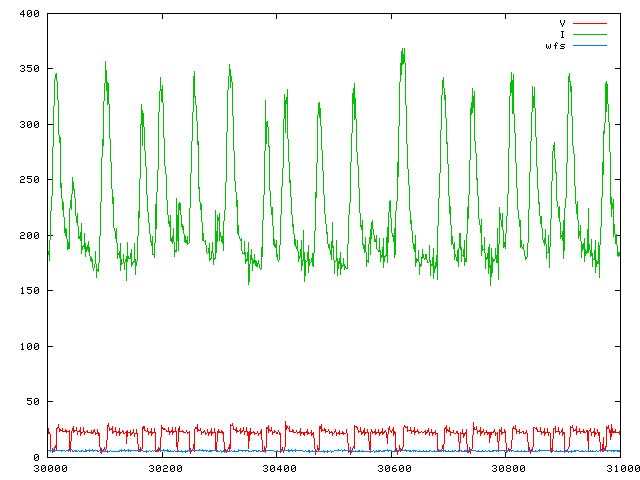 1105201435P06diphi220A20V_30000_31000
1105201435P06diphi220A20V_30000_31000
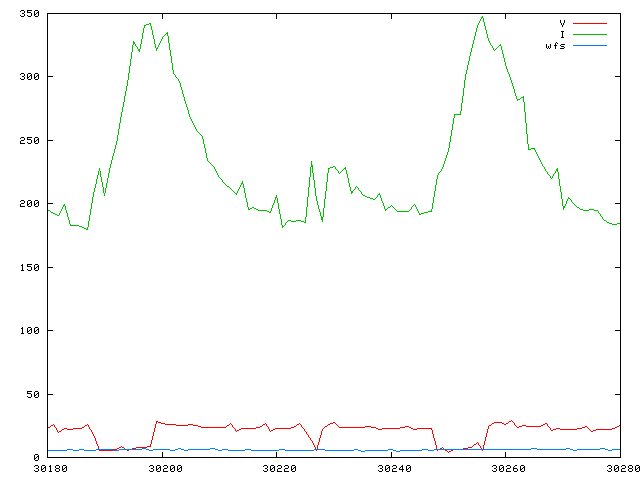 1105201435P06diphi220A20V_30180_30280
1105201435P06diphi220A20V_30180_30280
The higher current, low-voltage dip (higher voltage would give spray
transfer at this current).
All comments same as for "normal" dip-transfer in range where only dip
transfer is possible at constant voltage (CV).
Sample rate 10kHz
True values calculated for region of steady weld run:
Overall view
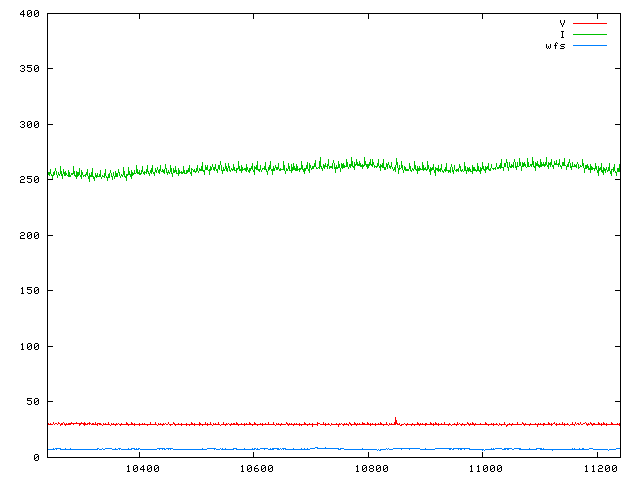
0.1s
0.01s
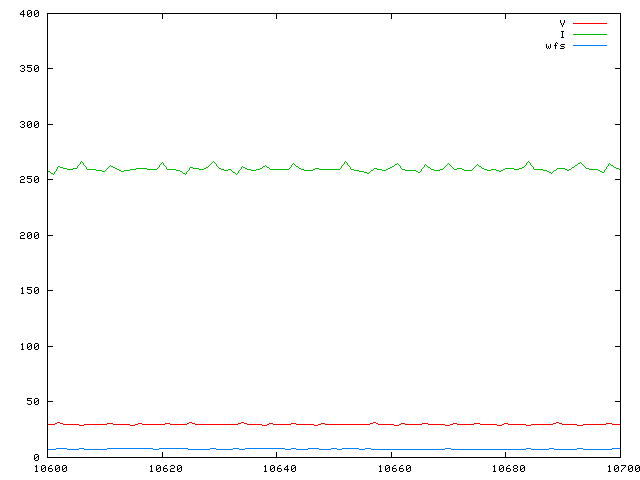
Spray transfer revealed to be exactly as envisaged. The current and voltage hold essentially constant values. The streaming transfer occurs in quasi-static equilibrium, where most other GMAW modes are cyclical.
18 June 2011
I need to change my entire slant on Lincoln "RapidArc". On
understanding how the waveform works, with its "dipping" event, tried
the process again and find different range of conditions good.
Previously in error trying to find something identical to "pulse
transfer". Would be time-consuming to re-write notes. Generally
finding good conditions at lower powers than judged best here.
Sample rate of the data-logging is 20kHz (twice as rapidly as for dip and spray).
117A 22.2V
The weld works well, indeed enabling rapid run rates, achieved with no spatter. So the impression is that Lincoln Electric know what they are doing with "RapidArc". The waveform reveals there is a "dipping" event, which can be seen when the voltage goes to near zero. However, occuring at low current, this explains why the event does not cause spatter
 1105191535P04pulselo117A22p2V
1105191535P04pulselo117A22p2V
0.1s and 0.01s
 1105191535P04pulselo117A22p2V_6500_8500
1105191535P04pulselo117A22p2V_6500_8500
 1105191535P04pulselo117A22p2V_7000_7200
1105191535P04pulselo117A22p2V_7000_7200
Even if those quick voltage dips to zero were shorting, they do not result in any spatter.
Sample rate 20kHz
240A 26.6V
 1105191340P07pulsehi240A26p6V
1105191340P07pulsehi240A26p6V
0.1s
 1105191340P07pulsehi240A26p6V_3100_5100
1105191340P07pulsehi240A26p6V_3100_5100
Both 0.01s sections
 1105191340P07pulsehi240A26p6V_4200_4400
1105191340P07pulsehi240A26p6V_4200_4400
 1105191340P07pulsehi240A26p6V_10300_10500
1105191340P07pulsehi240A26p6V_10300_10500
Weld recorded as being a good welding condition. The downward transients on the voltage at around the 11000th data point have no duration and caused no spatter or other misbehaviour.
Sample rate 20kHz
253A 28.4V
 1105191340P05pulsehi253A28p4V
1105191340P05pulsehi253A28p4V
0.1s and 0.01s
 1105191340P05pulsehi253A28p4V_8200_10200
1105191340P05pulsehi253A28p4V_8200_10200
 1105191340P05pulsehi253A28p4V_8200_8400
1105191340P05pulsehi253A28p4V_8200_8400
Very clean waveform for a weld recorded as being notably very smooth operating during welding.
R D Smith, 24 May 2011, 09 June 2011